Open Nav

Industrial Electronics face environmental challenges that consumer products never encounter. Manufacturing equipment, process controllers, and monitoring systems operate in environments with constant humidity, chemical exposure, temperature cycling, and particulate contamination that can degrade unprotected circuit boards. Without protection, even well-designed PCBs will eventually fail from corrosion, electrochemical migration, or surface contamination — failures that become increasingly frequent as operating time accumulates.
Conformal coating provides a protective barrier that extends Pcb Reliability dramatically. Applied as a thin layer over the entire board surface, conformal coatings prevent moisture ingress, protect against chemical attack, and reduce the likelihood of conductive contamination causing failures. For industrial applications where downtime costs thousands per hour and field service access may be limited, the reliability extension that conformal coating provides isn't optional — it's essential for competitive products.
Before exploring coating options, it's worth understanding what conformal coatings prevent. Industrial environments create specific failure mechanisms that accelerated testing often misses because laboratory conditions don't capture the combination of factors present in actual deployment.
Water in any form — liquid water, water vapor, or humidity condensation — is the primary enemy of electronics. Water molecules can penetrate tiny spaces through capillary action, collecting between components, between pins and board surface, and even within component packages. When combined with ionic contaminants from flux residues, dust, or process chemicals, moisture creates conductive paths that shouldn't exist.
Electrochemical migration is one visible manifestation of moisture problems. Metal ions from traces or component leads dissolve in moisture and migrate toward areas of opposite electrical potential, eventually forming conductive dendrites that cause shorts. This process can take weeks or months to develop, making it particularly insidious because boards pass initial testing but fail in the field after service exposure.
Industrial facilities use cleaning chemicals, lubricants, hydraulic fluids, and process materials that create corrosive atmospheres. Even seemingly benign substances like mild cleaning solutions can attack copper traces or component terminations over time. Chemical exposure follows concentration and temperature rules — higher temperatures accelerate chemical attack, and intermittent exposure creates cycling that stresses both coatings and the materials they protect.
The chemical resistance of conformal coatings varies significantly, and selecting a coating that withstands your specific environment requires understanding the chemicals your boards will encounter. A coating that works fine in food processing environments might fail rapidly in chemical processing plants where halogenated solvents create corrosion challenges.
Industrial equipment often operates with significant temperature variations — ambient swings, localized heating from power components, and cycling based on duty cycles. These thermal variations create mechanical stress as different materials expand and contract at different rates. Conformal coatings must maintain adhesion and flexibility through thousands of thermal cycles without cracking, delaminating, or losing protective effectiveness.
The coefficient of thermal expansion mismatch between coating materials and circuit board materials is a key consideration. Coatings that are too rigid will crack during thermal cycling, creating unprotected areas where failures initiate. Coatings with insufficient adhesion will delaminate, forming pockets where moisture and contaminants collect.
Industrial environments accumulate dust, conductive particles, and process residues that settle on exposed circuit boards. In humid environments, these deposits absorb moisture and become conductive, creating leakage paths across insulation spacings. Conductive dust is particularly problematic — carbon black from rubber processing, metal particles from machining, or process residues from materials handling can create short circuits that are difficult to diagnose because the contaminant may clear when touched during troubleshooting.
Conformal coating prevents particulate accumulation by creating a smooth, sealed surface that doesn't trap contaminants in the same way as bare copper traces and component leads. The coating's surface can be cleaned without risking damage to the underlying electronics, whereas cleaning uncoated boards risks mechanical damage to components and solder joints.
Multiple coating chemistries exist, each with different performance characteristics and application considerations. Understanding these differences helps select the optimal coating for your specific industrial application.
Silicone conformal coatings provide excellent flexibility across wide temperature ranges, making them ideal for applications with extreme thermal cycling. They maintain protective performance from -65°C to +200°C without cracking, and they resist both moisture and chemical attack reasonably well. Silicone coatings also offer good dielectric strength and resist tracking that can cause surface leakage.
The primary drawbacks of silicone coatings include rework difficulty and potential compatibility issues with adhesives and underfills. Silicones have low surface energy, which makes them difficult to bond to or coat over. If your product requires adding encapsulant, potting compounds, or adhesives after coating, silicone coatings may require surface preparation or alternative coating choices.
Application of silicone coatings typically uses spray methods because their viscosity suits spray application. Curing times range from hours to overnight depending on thickness and environmental conditions. Silicone coatings handle reasonable thickness without running, but excessive thickness can create thermal resistance that impacts Heat Dissipation from components.
Polyurethane conformal coatings balance mechanical toughness with flexibility, making them suitable for applications where boards may experience mechanical stress or abrasion. They provide good moisture protection, chemical resistance against many industrial chemicals, and maintain performance across temperature ranges typical of industrial environments.
One of polyurethane's strengths is repairability. Damaged areas can be recoated, and components can be replaced by locally removing the coating without affecting surrounding protection. This repairability matters for industrial equipment that may require field maintenance, component upgrades, or warranty service over extended service lives.
Limitations include sensitivity to UV exposure and limited temperature tolerance compared to silicones. UV exposure over time can cause polyurethane coatings to yellow and degrade, limiting their use in equipment exposed to sunlight or UV curing processes. Polyurethane coatings also have narrower temperature windows than silicones, typically rated for -40°C to +125°C rather than the extreme temperature ranges silicone handles.
Acrylic conformal coatings offer fast cure times and excellent optical clarity, making them popular when visual inspection of coated boards is required. They provide good moisture resistance and adequate protection against many industrial chemicals, though their chemical resistance is generally lower than silicones or polyurethanes.
The primary advantages of acrylic coatings are fast processing and easy rework. Acrylic coatings cure within minutes to hours depending on thickness and curing method, and they can be removed using standard solvents without specialized equipment. For high-volume production where throughput matters, acrylic's fast cure can reduce cycle time compared to slower-curing alternatives.
Acrylic coatings have limited thermal tolerance compared to silicones and may crack during extreme thermal cycling. Their chemical resistance also varies significantly — some acrylics handle mild solvents well, but aggressive chemicals used in certain industrial environments can attack acrylic coatings more rapidly than silicone or polyurethane alternatives.
Epoxy conformal coatings provide the hardest, most chemically resistant barrier among coating options, making them suitable for the most demanding chemical exposure environments. They resist solvents, acids, and bases that would degrade other coatings, and they maintain good moisture protection. Epoxy coatings also resist abrasion and mechanical damage better than softer coating types.
The primary disadvantage of epoxy coatings is their brittleness and difficulty of rework. Epoxy coatings crack under thermal stress more readily than silicones or polyurethanes, creating unprotected areas where failures initiate. Removing epoxy coatings for component replacement or repair requires specialized solvents or mechanical removal that may damage the underlying circuit board.
Epoxy coatings work well for applications where boards won't experience significant thermal cycling after installation and where rework is unlikely to be required. Process control equipment, monitoring instruments, and fixed-function modules in protected enclosures represent typical applications where epoxy's hardness and chemical resistance justify its brittleness limitations.
Fluoropolymer-based conformal coatings represent premium performance for demanding applications, offering excellent chemical resistance, low Dielectric Constant, and high temperature tolerance. These coatings resist virtually all industrial chemicals, maintain performance across extreme temperature ranges, and provide excellent electrical insulation properties.
The trade-offs are cost and application complexity. Fluoropolymer coatings are significantly more expensive than silicone, polyurethane, or acrylic alternatives. They also require specialized application equipment and process control because their properties differ from traditional coatings. For applications where performance demands justify cost, fluoropolymer coatings provide protection that other chemistries can't match.
How conformal coating is applied affects quality, cost, and throughput. Different methods suit different production volumes, board complexities, and coating requirements.
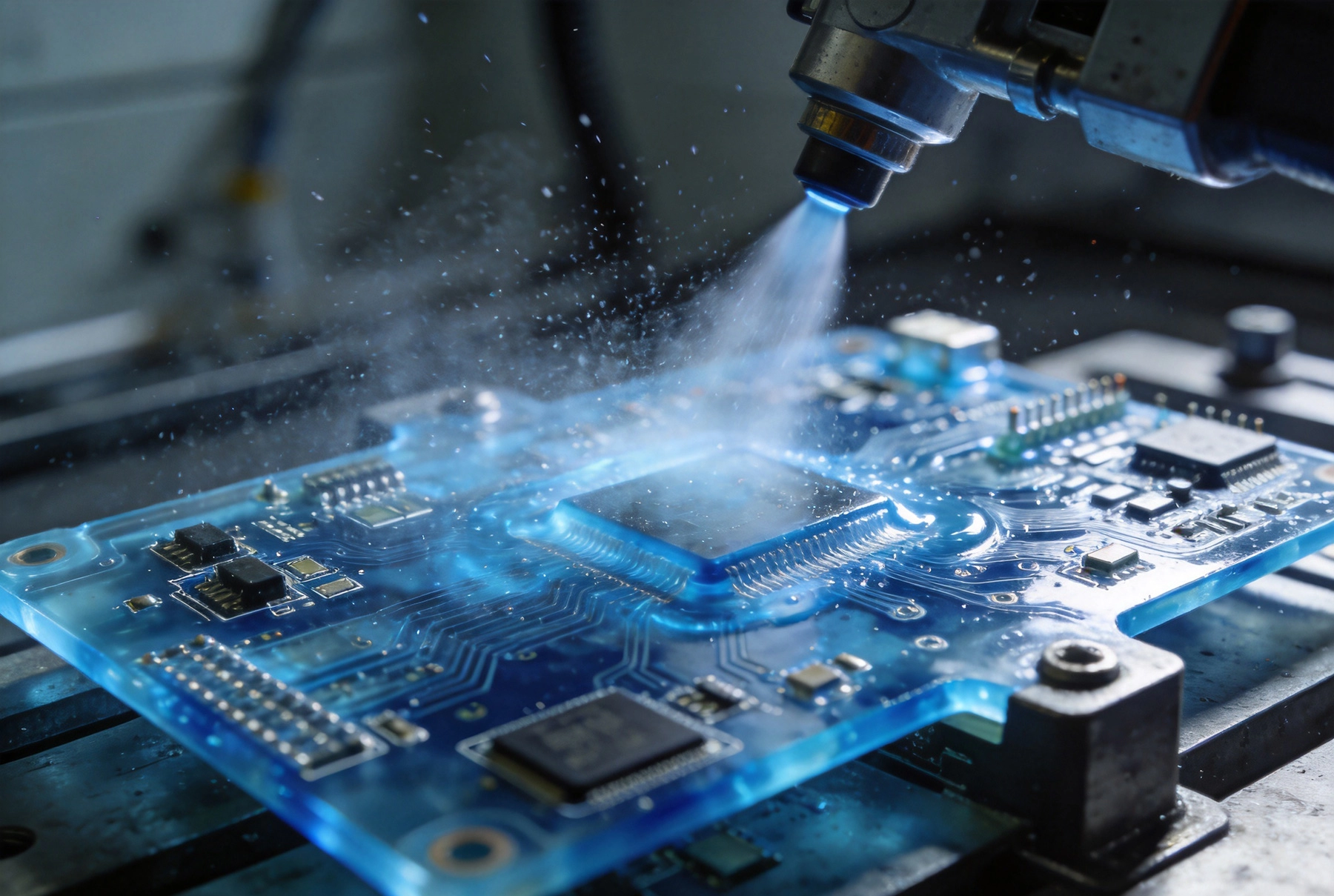
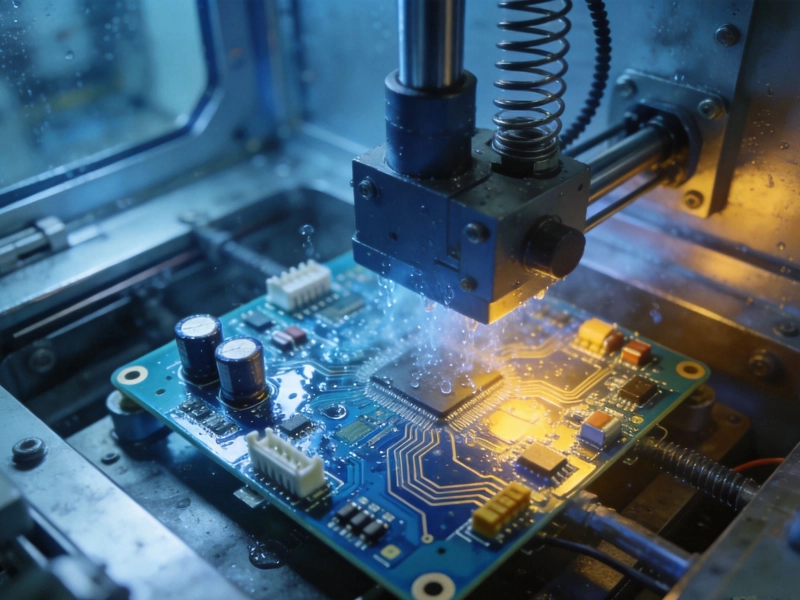
Spray application is the most common method for moderate to high-volume production because it offers reasonable throughput, adequate coverage for most boards, and flexibility in coating thickness. Automated spray systems can coat boards rapidly while maintaining consistent thickness and coverage.
Spray application requires masking areas that shouldn't receive coating. Connectors, Test Points, and components that require heat sinking typically need masking to prevent coating interference. Masking adds process steps but remains more efficient than manual brushing for production volumes.
Issues with spray application include potential for coating buildup in concave areas, overspray that requires capture systems, and the need for proper ventilation. Spray coating also generates waste coating material that must be disposed of according to environmental regulations.
Dip coating immerses the entire board in coating material, producing uniform coating thickness on all surfaces. Dip coating provides excellent coverage under components and in areas that sprays might miss. It's particularly effective for boards with dense component populations where spray access to some areas is limited.
Dip coating requires careful control of withdrawal speed to achieve consistent thickness. Too fast and coating is too thin; too slow and coating drips and accumulates. Boards also need masking of areas where coating would interfere with functionality, and the dipping process requires handling equipment that can support boards without damaging them.
Process efficiency can be lower than spraying for complex boards requiring significant masking. Dip coating also creates more waste material than selective spray methods because the entire board and dipping fixtures become coated.
Selective coating systems dispense coating material precisely where it's needed, applying material only to designated areas while automatically avoiding masked areas, connectors, Test Points, and heat-generating components. These systems combine spray nozzles with motion control that follows programmed patterns, achieving targeted coating without masking.
Selective coating advantages include reduced material waste, faster processing for complex boards, and better control over coating thickness in critical areas. By applying coating only where needed rather than masking and coating the whole board, selective coating reduces both material usage and processing time.
Limitations include higher equipment cost and the need for careful programming of coating paths. Very dense boards may still have areas that selective coating can't reach effectively, requiring secondary coating methods for complete protection.
Brush coating applies coating material manually using brushes, allowing precise control over where coating is applied. This method works well for low-volume production, prototypes, or repair work where automated equipment doesn't make economic sense.
Brush coating advantages include minimal equipment requirements and the ability to selectively coat specific areas while avoiding others without masking. For repair work, brush coating allows touching up areas where the original coating was damaged or removed.
Disadvantages include inconsistent thickness, operator-dependent quality, and slow processing for production volumes. Brush coating also creates variability between operators and is difficult to scale for manufacturing throughput requirements.
Design decisions made before layout affect how effectively coating can be applied and how well it performs over time. Designing for coating reduces production problems and improves long-term reliability.
Components need adequate spacing to allow coating to reach all surfaces without creating trapped air pockets or missed areas. Particularly problematic are component layouts where large flat components are placed directly on the board without clearance — coating material can't flow under these components, creating unprotected areas.
Maintain at least 2-3mm clearance between components and the board surface where possible, and avoid placing large flat components directly against smaller components in ways that block coating flow. Connectors and headers should have clear access to their pins and avoid overlapping with other components that would make coating contact difficult.
Test points that remain accessible after coating require careful placement and masking strategies. Gold-plated test points without coating provide better contact quality for test probes, but they also require protection from environmental exposure. Masking test points during coating and leaving them uncoated allows easy access for field testing but creates potential corrosion points that may require maintenance.
Alternative approaches include designing test points in areas where coating won't interfere with probe access, using test pins that penetrate through coating, or designing test fixtures that pierce through coating during testing. Each approach has trade-offs between test accessibility, coating effectiveness, and manufacturing cost.
Connectors, terminals, and external interfaces need special consideration because coating can interfere with mating contacts or create dielectric barriers that affect signal integrity. Design these areas with the understanding that they may need masking, selective coating, or alternative protection strategies.
Pin headers and through-hole connectors are relatively easy to mask during coating. Surface-mount connectors present more challenges because their contact areas are on the board surface. Some designers specify connectors with built-in protective features like sealed contacts or recessed pins that resist coating infiltration.
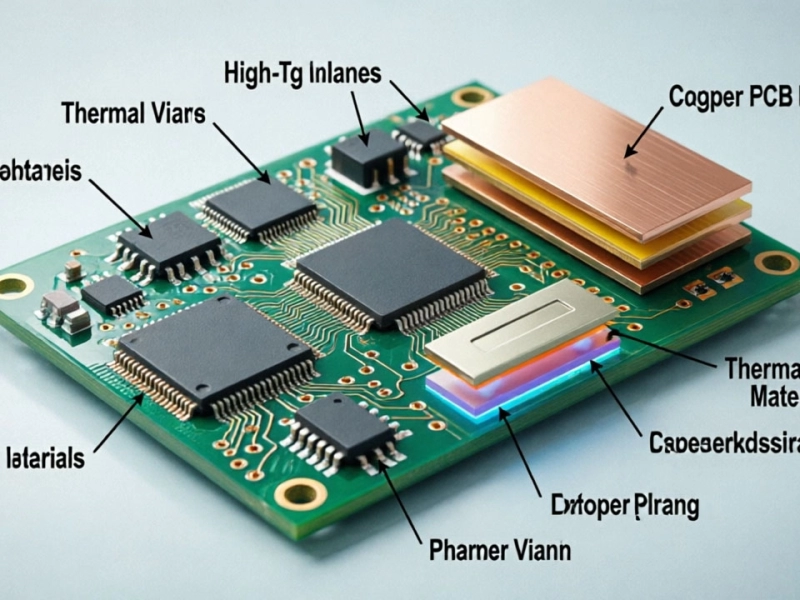
Conformal coatings create thermal resistance that affects Heat Dissipation from components. For power components that rely on the PCB as a heat sink, coating thickness and thermal conductivity affect operating temperatures. Designing thermal paths that account for coating effects prevents thermal derating that would otherwise reduce product performance.
Thermal Vias can be left uncoated in critical heat-spreading areas by masking these vias during coating. This selective coating maintains thermal performance while still protecting surrounding circuitry. The trade-off is that uncoated vias represent potential moisture ingress points that may need additional protection strategies.
Ensuring conformal coating quality requires inspection methods that detect coating defects, verify thickness, and confirm coverage completeness. Different inspection technologies serve different purposes in quality assurance programs.
Visual inspection remains fundamental for detecting gross coating defects like uncoated areas, drips, runs, or areas where coating is visibly too thick or too thin. Automated optical inspection (AOI) systems can inspect coated boards rapidly and detect defects that human inspectors might miss due to fatigue or inconsistency.
Visual inspection effectiveness depends on coating color contrast against the board. Light-colored coatings like acrylics show clearly against dark green FR4 boards, while clear coatings may require UV dye additives or specialized lighting to make coverage visible during inspection.
Coating thickness affects both protection level and thermal characteristics. Too thin and protection is inadequate; too thick and thermal resistance increases and coating may develop mechanical stresses leading to cracking or delamination.
Thickness measurement uses various techniques including ultrasonic measurement, eddy current measurement, and infrared thickness gauging. Each technique has advantages for different coating types and measurement scenarios. Thickness should be measured at multiple points to ensure uniformity across the board.
Coating adhesion determines whether protection persists through thermal cycling and mechanical stress. Poor adhesion leads to delamination that creates pockets where moisture collects and unprotected areas where failures initiate.
Adhesion testing uses tape pull-off methods that assess how well coating adheres to the board and components. These tests should be performed on first-article boards and periodically during production to detect process drift that might affect adhesion quality.
Dielectric strength testing verifies that coating provides adequate insulation between conductors that might otherwise be too closely spaced. This testing applies voltage between test points and measures whether leakage current stays within acceptable limits.
Dielectric strength testing is particularly important for dense boards where spacing between traces is minimal and the coating provides primary protection against surface tracking and leakage. Failure of dielectric strength testing indicates either inadequate coating thickness or defects that compromise insulation integrity.
Even with good design and process control, coating problems can occur. Understanding typical failure modes helps identify solutions when problems appear.
Coating that loses adhesion to the board or components creates unprotected areas where failures initiate. Delamination typically results from surface preparation problems, contamination on surfaces being coated, or thermal stress that exceeds the coating's flexibility.
Solutions include improving surface cleaning before coating, ensuring boards are completely dry before coating application, and selecting coatings with appropriate thermal flexibility for the operating environment. Process parameters like bake-out times before coating and cure conditions after coating also affect adhesion quality.
Cracks in coating expose underlying circuitry to environmental attack. Cracking typically results from thermal cycling that exceeds the coating's flexibility, mechanical stress on coated boards, or coatings that were applied too thick and developed internal stresses during curing.
Prevention involves selecting coatings with appropriate flexibility for the thermal environment, controlling coating thickness within recommended ranges, and designing boards to minimize stress concentrations on coated areas. For boards that experience mechanical stress, design Strain Relief that doesn't place direct load on coating areas.
Areas without sufficient coating represent reliability vulnerabilities. Coverage problems typically result from component density that blocks coating access, improper application technique, or insufficient coating thickness.
Solutions include redesigning component layouts to allow better coating access, adjusting application parameters to ensure complete coverage, and implementing inspection methods that detect inadequate coverage before boards leave manufacturing. For areas that remain difficult to coat, consider alternative protection methods like local encapsulation or modified board placement within enclosures.
Coating that interferes with connector mating or test point access creates functionality problems that appear after coating. These issues typically result from insufficient masking, overspray that reaches intended uncoated areas, or coating migration after application.
Prevention includes verifying that masking covers all intended uncoated areas completely, adjusting spray parameters to minimize overspray, and allowing coating to cure fully before removing masking. For connectors that must remain accessible, consider using connector designs with built-in sealing rather than relying on coating protection.
Qualifying coated boards for industrial deployment requires testing that simulates actual operating environments. Standard tests provide baseline confidence, but additional testing tailored to your specific environment provides the most meaningful reliability assurance.
Temperature cycling tests coating adhesion and flexibility across the temperature range the board will experience. Standard tests like IEC 60068-2-14 specify cycling profiles, but the temperature range and cycle count should match your application's requirements rather than generic test parameters.
For industrial equipment that experiences substantial daily temperature swings, accelerated testing that captures more cycles in shorter time provides better prediction of long-term performance than tests that use fewer cycles at more extreme temperatures.
Humidity tests evaluate moisture protection effectiveness, particularly the ability to prevent electrochemical migration. Tests like IEC 60068-2-78 expose coated boards to high humidity while bias voltage is applied, simulating conditions that accelerate electrochemical processes.
Testing should include the specific contaminants present in your deployment environment. If your boards will be exposed to flux residues, specific chemical atmospheres, or process particulates, including these contaminants in humidity testing reveals coating performance that standard tests miss.
Chemical resistance tests evaluate coating performance when exposed to the specific chemicals your environment contains. Standard tests use common chemicals like salt water, mild solvents, and cleaning solutions, but your actual environment may contain different chemicals at different concentrations.
Tailor chemical testing to your specific application by coating test samples and exposing them to the actual chemicals they'll encounter in service. Monitor coating integrity over time to identify degradation that might not be apparent in short-duration standard tests.
Thermal shock testing subjects coated boards to rapid temperature transitions, stressing coating adhesion and mechanical integrity. This testing simulates scenarios like outdoor equipment experiencing sudden rain after sun exposure, or equipment that undergoes rapid heating and cooling during operation.
Thermal shock testing is particularly important for coatings known to have limited thermal flexibility or for boards with significant thermal mass where coating temperature changes more slowly than air temperature, creating differential stresses.
Conformal coating adds cost to PCB assembly, but this cost must be evaluated against the value of increased reliability and the cost of field failures. Several factors influence the economics of coating decisions.
Coating material cost varies significantly by chemistry. Silicone and acrylic coatings are generally the least expensive, with polyurethane at a moderate cost, epoxy at higher cost, and fluoropolymer at premium pricing. For high-volume production, even small per-board differences in material cost compound to meaningful totals.
Material cost should be evaluated against performance requirements. Using a lower-cost coating in an environment where it degrades quickly creates false economy when field failure costs exceed material savings. Conversely, using premium coating where standard performance suffices unnecessarily increases cost without proportional reliability benefit.
Application equipment and labor costs vary by method. Selective coating systems have high capital cost but low per-unit processing cost. Brush coating has minimal equipment cost but high labor cost per unit. Automated spray systems represent a middle ground with moderate equipment cost and reasonable per-unit processing cost.
Volume considerations significantly impact which application method makes economic sense. Low-volume production justifies manual methods that would be prohibitively expensive at high volume. High-volume production justifies equipment investments that wouldn't recover their cost across small production runs.
Inspection and testing add cost that's easy to overlook in budgeting. Visual inspection, thickness measurement, adhesion testing, and environmental qualification all require equipment and labor. The level of quality assurance appropriate for your application depends on failure consequences and regulatory requirements.
Safety-critical industrial applications warrant more extensive quality assurance than equipment with lower failure impact. Consider the cost of field failures when deciding how much to invest in quality assurance — one prevented catastrophic failure often justifies substantial QA investment.
The primary justification for conformal coating is the reliability improvement it provides. Quantifying this value requires considering field failure costs, downtime costs, maintenance costs, and customer impact. An equipment failure that costs $5,000 in downtime per incident and occurs monthly provides far different cost justification than a failure that costs $500 and occurs annually.
Reliability modeling can help quantify expected failure reduction with coating, but actual field data provides the most convincing justification. Track failure rates before and after implementing coating on similar products to build evidence for the value coating provides.
Conformal coating technology continues advancing with new materials, application methods, and integration with other protection strategies. Staying aware of these trends helps you prepare for future product development requirements.
Emerging nanocoating materials provide protection at molecular thickness levels, eliminating the thermal and mechanical concerns associated with traditional thick coatings. These coatings can be applied at 1-5 microns rather than 25-50 microns for standard coatings, maintaining close to bare-board thermal characteristics while still providing moisture and chemical protection.
Nanocoatings typically use vapor deposition processes that provide excellent coverage even in complex geometries. The trade-offs are higher material cost and more specialized application equipment, but for applications where thermal performance is critical, nanocoatings offer protection that traditional coating approaches can't match.
UV-curable conformal coatings cure almost instantly when exposed to UV light, dramatically reducing processing time compared to thermal-curing alternatives. These coatings also have the advantage of one-step cure without requiring long bake cycles, improving production throughput.
UV-curable coatings require access to UV light for curing, which can be challenging on boards with dense component populations where shadows prevent full exposure. Advances in UV-curable formulations are reducing these limitations, making UV-curing increasingly attractive for production environments where throughput matters.
Emerging self-healing coating chemistries can repair minor damage automatically, extending coating life and reducing maintenance requirements. These coatings use materials that flow into small cracks or scratches when exposed to heat or UV light, restoring protective continuity without manual repair.
Self-healing coatings are still primarily in development for Industrial Pcb applications, but they represent an interesting future direction where coatings could maintain themselves throughout product lifetime rather than requiring periodic maintenance or replacement.
The future of PCB protection involves combining conformal coating with other protection methods like encapsulation, conformal coating underfill, and protective enclosures. These integrated approaches address the limitations of single protection methods while creating more robust protection strategies.
For example, critical circuit areas might receive thicker encapsulation while less critical areas get standard coating. Connector assemblies might use integrated sealing rather than relying on coating protection alone. Understanding how different protection methods complement each other helps develop complete protection strategies rather than relying on coating as the sole protection approach.
Conformal coating is essential for Industrial Pcb Reliability, but selecting and applying coating appropriately requires understanding your application's requirements, environmental challenges, and cost constraints. Start by defining what failures you're trying to prevent, then select coatings and application methods that address those failures while fitting your production capabilities and budget.
Design boards to facilitate coating application and maximize coating effectiveness. Maintain spacing between components, provide access to critical areas, and design test points and connectors with coating in mind. Design decisions made early prevent production problems and field failures that cost more to fix than they would have cost to prevent.
Implement appropriate quality assurance measures. Visual inspection, thickness verification, adhesion testing, and environmental qualification provide confidence that coated boards will perform reliably in service. The level of quality assurance should match the consequences of field failures — higher stakes justify more extensive testing.
Finally, track field performance to validate your coating choices and identify areas for improvement. Even with careful selection and application, coatings may not perform exactly as expected in real-world environments. Learning from field experience and applying those lessons to future products creates Continuous Improvement that compounds over time.
Typical coating thickness ranges from 25 to 50 microns (1 to 2 mils) depending on coating type and application requirements. Silicone coatings typically apply at 25-50 microns, polyurethane at 25-75 microns, and epoxy at 50-100 microns. Too thin and protection is inadequate; too thick and thermal resistance increases and mechanical stresses develop. Follow coating manufacturer recommendations and verify thickness during production QC.
Yes, but removal method depends on coating type. Acrylic coatings dissolve in standard solvents for easy removal. Polyurethane and silicone coatings require specialized solvents or mechanical removal. Epoxy coatings are particularly difficult to remove and often require specialized equipment. Plan your coating selection based on expected rework needs — applications requiring frequent maintenance should use coatings with easier removal characteristics.
Generally, conformal coating has minimal effect on signal integrity for signals below several hundred megahertz. Coating materials have dielectric constants similar to FR4 (typically 3-4), so their impact on controlled impedance traces is small. For very high-speed signals or sensitive RF circuits, test with coated samples to verify performance, as coating thickness and material properties can affect high-frequency performance.
Properly applied conformal coating should last the entire service life of the equipment — often 10-20 years for industrial applications. Coating lifetime depends on environmental severity, coating type, and application quality. In harsh environments with chemical exposure, monitor coated equipment periodically for signs of coating degradation. Coating typically fails gradually rather than suddenly, providing opportunity for maintenance before failures occur.
Not all industrial PCBs require coating. Boards in sealed, climate-controlled enclosures may perform adequately without coating. Boards exposed to humidity, chemicals, temperature cycling, or conductive contamination benefit significantly from coating. Assess your environmental conditions and failure consequences to determine whether coating is necessary. The cost of coating is typically small compared to the cost of field failures in unprotected boards.
Conformal coating represents one of the most cost-effective reliability investments available for Industrial Electronics. By preventing failures before they occur, coating reduces downtime, maintenance costs, and customer dissatisfaction — all of which have financial consequences that far exceed the per-unit cost of applying coating.
Thermal Management Strategies for Long-Term Industrial PCB ReliabilityJune/04/2026
Ensuring Industrial PCB Reliability in Extreme Environmental ConditionsMay/27/2026
Vibration and Shock: Designing for Industrial PCB Reliability in AutomationJune/30/2026
Industrial PCBA: Navigating the Complexities of Box Build AssemblyJune/09/2026
A Comprehensive Guide to High-Tg Materials for Industrial PCBsMay/27/2026
Heavy Copper PCBs: The Solution for High-Current Industrial ApplicationsJune/18/2026
End-to-End Industrial PCB Solutions: From Design to DeliveryJuly/08/2026
Essential Rules for Industrial PCB DesignMay/27/2026